
Č■č§╗»╠╝ÜŌ¾w▒Żūo║ĖĮėęrē|╣ż╦ć
Č■č§╗»╠╝ÜŌ¾w▒Żūo║Ėė├Ą─CO2ÜŌ¾wŻ¼┤¾▓┐Ęų×ķ╣żśIĖ▒«aŲĘŻ¼Įø▀^ē║┐s│╔ę║æBčbŲ┐╣®æ¬ĪŻ
į┌│Ż£žŽ┬ś╦£╩Ų┐ØMŲ┐ĢrŻ¼ē║┴”×ķ5Ī½7MPa(50Ī½70kgf/cm2)ĪŻĄ═ė┌1MPa(10éĆ▒Ēē║┴”)ĢrŻ¼▓╗─▄└^└m╩╣ė├ĪŻ║ĖĮėė├Ą─CO2ÜŌ¾wŻ¼ę╗░Ń╝╝ągś╦£╩ęÄČ©Ą─╝āČ╚×ķ99%ęį╔ŽŻ¼╩╣ė├Ģr╚ń╣¹░l¼F╝āČ╚Ų½Ą═Ż¼æ¬ū„╠ß╝ā╠Ä└ĒĪŻ Č■č§╗»╠╝ÜŌ¾w▒Żūo║Ė▀MąąĄ═╠╝õō║═Ą═║ŽĮõō║ĖĮėĢrŻ¼×ķ▒ŻūC║Ė┐pŠ▀ėą▌^Ė▀Ą─ÖCąĄąį─▄║═Ę└ų╣ÜŌ┐ū«a╔·Ż¼▒žĒÜ▓╔ė├║¼ÕiĪó╣ĶĄ╚├ōč§į¬╦žĄ─║ŽĮõō║ĖĮzŻ¼═¼Ģr▀Ć欎▐ųŲ║ĖĮzųąĄ─║¼╠╝┴┐ĪŻŲõųąH08Mn 2SiA╩╣ė├▌^ČÓŻ¼ų„ę¬ė├ė┌Ą═╠╝õō║═Ą═║ŽĮõōĄ─║ĖĮėŻ╗H04Mn 2SiTiA║¼╠╝┴┐║▄Ą═Ż¼Č°Ūę║¼ėą0.2%Ī½0.4%Ą─Ōüį¬╦žŻ¼┐╣ÜŌ┐ū─▄┴”ÅŖŻ¼ė├į┌ī”ų┬├▄ąįę¬Ū¾Ė▀Ą─║Ė┐p╔ŽĪŻ
Č■č§╗»╠╝ÜŌ¾w▒Żūo║ĖĄ─ęÄĘČģóöĄ░³└©ļŖį┤śOąįĪó║ĖĮzų▒ÅĮĪóļŖ╗ĪļŖē║Īó║ĖĮėļŖ┴„ĪóÜŌ¾w┴„┴┐Īó║ĖĮė╦┘Č╚Īó║ĖĮz╔ņ│÷ķLČ╚Īóų▒┴„╗ž┬ĘļŖĖąĄ╚ĪŻ
(ę╗)ļŖį┤śOąį Č■č§╗»╠╝ÜŌ¾w▒Żūo║Ė║ĖĮėę╗░Ń▓─┴ŽĢrŻ¼▓╔ė├ų▒┴„Ę┤ĮėŻ╗į┌▀MąąĖ▀╦┘║ĖĮėĪóČč║Ė║═ĶTĶFča║ĖĢrŻ¼æ¬▓╔ė├ų▒┴„š²ĮėĪŻ
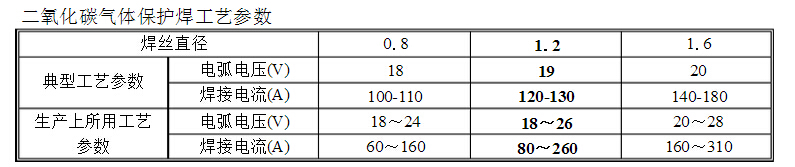
(Č■)║ĖĮzų▒ÅĮ Č■č§╗»╠╝ÜŌ¾w▒Żūo║ĖĄ─║ĖĮzų▒ÅĮę╗░Ń┐╔Ė∙ō■▒Ē▀xō±ĪŻ
(╚²)ļŖ╗ĪļŖē║║═║ĖĮėļŖ┴„ ī”ė┌ę╗Č©ų▒ÅĮĄ─║ĖĮzüĒšfŻ¼į┌Č■č§╗»╠╝ÜŌ¾w▒Żūo║ĖųąŻ¼▓╔ė├▌^Ą═Ą─ļŖ╗ĪļŖē║Ż¼▌^ąĪĄ─║ĖĮėļŖ┴„║ĖĮėĢrŻ¼║ĖĮz╚█╗»╦∙ą╬│╔Ą─╚█Ą╬░č─Ė▓─║═║ĖĮz▀BĮėŲüĒŻ¼│╩Č╠┬ĘĀŅæBĘQ×ķČ╠┬Ę▀^Č╔ĪŻ┤¾ČÓöĄČ■č§╗»╠╝ÜŌ¾w▒Żūo║Ė╣ż╦ćČ╝▓╔ė├Č╠┬Ę▀^Č╔║ĖĮėĪŻ«öļŖ╗ĪļŖē║▌^Ė▀Īó║ĖĮėļŖ┴„▌^┤¾ĢrŻ¼╚█Ą╬│╩ąĪŅw┴Ż’w┬õĘQ×ķŅw┴Ż▀^Č╔ĪŻ”š1.6╗“”š2.0mmĄ─║ĖĮzūįäė║ĖĮėųą║±░ÕĢrŻ¼│Ż▓╔ė├▀@ĘN▀^Č╔ĪŻ”š3mmęį╔ŽĄ─║ĖĮzæ¬ė├▌^╔┘ĪŻ”ĄO.6Ī½”š1.2mmĄ─║ĖĮzų„ę¬▓╔ė├Č╠┬Ę▀^Č╔Ż¼ļSų°║ĖĮzų▒ÅĮĄ─į÷╝ėŻ¼’w×RŅw┴ŻĄ─öĄ┴┐Š═ŽÓæ¬į÷╝ėĪŻ«ö▓╔ė├”š1.6mmĄ─║ĖĮzŻ¼╚į▒Ż│ųČ╠┬Ę▀^Č╔ĢrŻ¼’w×RŠ═Ģ■ĘŪ│Żć└ųžĪŻ

║ĖĮėļŖ┴„┼cļŖ╗ĪļŖē║╩ŪĻPµIĄ─╣ż╦ćģóöĄĪŻ×ķ┴╦╩╣║Ė┐p│╔ą╬┴╝║├Īó’w×R£p╔┘Īó£p╔┘║ĖĮė╚▒Ž▌Ż¼ļŖ╗ĪļŖē║║═║ĖĮėļŖ┴„ꬎÓ╗źŲź┼õŻ¼═©▀^Ė─ūā╦═Įz╦┘Č╚üĒš{╣Ø║ĖĮėļŖ┴„ĪŻ’w×RūŅ╔┘ĢrĄ─Ąõą═╣ż╦ćģóöĄ║═╔·«a╦∙ė├Ą─╣ż╦ćģóöĄĘČć·įöęŖ▒Ē.
į┌ąĪļŖ┴„║ĖĮėĢrŻ¼ļŖ╗ĪļŖē║▀^Ė▀Ż¼Įī┘’w×Rīóį÷ČÓŻ╗ļŖ╗ĪļŖē║╠½Ą═Ż¼ät║ĖĮz╚▌ęū╔ņ╚╦╚█│žŻ¼╩╣ļŖ╗Ī▓╗ĘĆĪŻį┌┤¾ļŖ┴„║ĖĮėĢrŻ¼╚¶ļŖ╗ĪļŖē║▀^┤¾Ż¼ätĮī┘’w×Rį÷ČÓŻ¼╚▌ęū«a╔·ÜŌ┐ūŻ╗ļŖē║╠½Ą═Ż¼ätļŖ╗Ī╠½Č╠Ż¼╩╣║Ė┐p│╔ą╬▓╗┴╝ĪŻ
(╦─)ÜŌ¾w┴„┴┐
Č■č§╗»╠╝ÜŌ¾w┴„┴┐┼c║ĖĮėļŖ┴„Īó║ĖĮė╦┘Č╚Īó║ĖĮz╔ņ│÷ķLČ╚╝░ćŖūņų▒ÅĮĄ╚ėąĻPĪŻÜŌ¾w┴„┴┐æ¬ļS║ĖĮėļŖ┴„Ą─į÷┤¾Īó║ĖĮė╦┘Č╚Ą─į÷╝ė║═║ĖĮz╔ņ│÷ķLČ╚Ą─į÷╝ėČ°╝ė┤¾ĪŻę╗░ŃČ■č§╗»╠╝ÜŌ¾w┴„┴┐Ą─ĘČć·×ķ8Ī½25L/minĪŻ╚ń╣¹Č■č§╗»╠╝ÜŌ¾w┴„┴┐╠½┤¾Ż¼ė╔ė┌ÜŌ¾wį┌Ė▀£žŽ┬Ą─č§╗»ū„ė├Ż¼Ģ■╝ėäĪ║ŽĮį¬╦žĄ─¤²ōpŻ¼£p╚§╣ĶĪóÕiį¬╦žĄ─├ōč§▀ĆįŁū„ė├Ż¼į┌║Ė┐p▒Ē├µ│÷¼F▌^ČÓĄ─Č■č§╗»╣Ķ║═č§╗»ÕiĄ─į³īėŻ¼╩╣║Ė┐p╚▌ęū«a╔·ÜŌ┐ūĄ╚╚▒Ž▌Ż╗╚ń╣¹Č■č§╗»╠╝ÜŌ¾w┴„┴┐╠½ąĪŻ¼ätÜŌ¾w┴„īė═”Č╚▓╗ÅŖŻ¼ī”╚█│ž║═╚█Ą╬Ą─▒Żūoą¦╣¹▓╗║├Ż¼ę▓╚▌ęū╩╣║Ė┐p«a╔·ÜŌ┐ūĄ╚╚▒Ž▌ĪŻ
(╬Õ)║ĖĮė╦┘Č╚
ļSų°║ĖĮė╦┘Č╚Ą─į÷┤¾Ż¼ät║Ė┐pĄ─īÆČ╚ĪóėÓĖ▀║═╚█╔ŅČ╝ŽÓæ¬Ąž£pąĪĪŻ╚ń╣¹║ĖĮė╦┘Č╚▀^┐ņŻ¼ÜŌ¾wĄ─▒Żūoū„ė├Š═Ģ■╩▄ĄĮŲŲē─Ż¼═¼Ģr╩╣║Ė┐pĄ─└õģs╦┘Č╚╝ė┐ņŻ¼▀@śėŠ═Ģ■ĮĄĄ═║Ė┐pĄ─╦▄ąįŻ¼Č°Ūę╩╣║Ė┐p│╔ą╬▓╗┴╝ĪŻĘ┤ų«Ż¼╚ń╣¹║ĖĮė╦┘Č╚╠½┬²Ż¼║Ė┐pīÆČ╚Š═Ģ■├„’@į÷╝ėŻ¼╚█│ž¤ß┴┐╝»ųąŻ¼╚▌ęū░l╔·¤²┤®Ą╚╚▒Ž▌ĪŻ
(┴∙)║ĖĮz╔ņ│÷ķLČ╚
ųĖ║ĖĮėĢr║ĖĮz╔ņ│÷ī¦ļŖūņĄ─ķLČ╚ĪŻ║ĖĮz╔ņ│÷ķLČ╚į÷╝ėŻ¼ät╩╣║ĖĮzĄ─ļŖūĶųĄį÷╝ėŻ¼įņ│╔║ĖĮz╚█╗»╦┘Č╚╝ė┐ņŻ¼«ö║ĖĮz╔ņ│÷ķLČ╚▀^ķLĢrŻ¼ę“║ĖĮz▀^¤ßČ°│╔Č╬╚█╗»Ż¼ĮY╣¹╩╣║ĖĮė▀^│╠▓╗ĘĆČ©ĪóĮī┘’w×Rć└ųžĪó║Ė┐p│╔ą╬▓╗┴╝║═ÜŌ¾wī”╚█│žĄ─▒Żūoū„ė├£p╚§Ż╗Ę┤ų«Ż¼«ö║ĖĮz╔ņ│÷ķLČ╚╠½Č╠ĢrŻ¼ät║ĖĮėļŖ┴„į÷╝ėŻ¼▓ó┐sČ╠┴╦ćŖūņ┼c║Ė╝■ų«ķgĄ─ŠÓļxŻ¼╩╣ćŖūņ▀^¤ßŻ¼įņ│╔Įī┘’w×R╬’š│ūĪ╗“Č┬╚¹ćŖūņŻ¼Å─Č°ė░ĒæÜŌ┴„Ą─┴„═©ĪŻę╗░ŃŻ¼╝ÜĮzČ■č§╗»╠╝ÜŌ¾w▒Żūo║ĖŻ¼║ĖĮz╔ņ│÷ķLČ╚×ķ8Ī½14mmŻ╗┤ųĮzČ■č§╗»╠╝ÜŌ¾w▒Żūo║ĖŻ¼║ĖĮz╔ņ│÷ķLČ╚×ķ10Ī½20mmĪŻ
(Ų▀)ų▒┴„╗ž┬ĘļŖĖą
į┌║ĖĮė╗ž┬ĘųąŻ¼×ķ╩╣║ĖĮėļŖ╗ĪĘĆČ©║═£p╔┘’w×RŻ¼ę╗░ŃąĶ┤«┬ō║Ž▀mĄ─ļŖĖąĪŻ«öļŖĖąųĄ╠½┤¾ĢrŻ¼Č╠┬ĘļŖ┴„į÷ķL╦┘Č╚╠½┬²Ż¼Š═Ģ■ę²Ų┤¾Ņw┴ŻĄ─Įī┘’w×R║═║ĖĮz│╔Č╬š©öÓŻ¼įņ│╔Ž©╗Ī╗“╩╣Ų╗ĪūāĄ├└¦ļyŻ╗«öļŖĖąųĄ╠½ąĪĢrŻ¼Č╠┬ĘļŖ┴„į÷ķL╦┘Č╚╠½┐ņŻ¼Ģ■įņ│╔║▄╝ÜŅw┴ŻĄ─Įī┘’w×RŻ¼╩╣║Ė┐p▀ģŠē▓╗²RŻ¼│╔ą╬▓╗┴╝ĪŻį┘š▀Ż¼▒P└@Ą─║ĖĮėļŖ└|ŠĆŠ═ŽÓ«öė┌ę╗éĆĖĮ╝ėļŖĖąŻ¼╦∙ęįę╗Ą®║ĖĮė▀^│╠ĘĆČ©Ž┬üĒęį║¾Ż¼Š═▓╗ę¬ļS▒ŃĖ─äėĪŻ ░ļūįäėČ■č§╗»╠╝ÜŌ¾w▒Żūo║ĖĄ─▓┘ū„╝╝ąg┼c║ĖŚlļŖ╗Ī║ĖŽÓĮ³Ż¼Č°Ūę▒╚║ĖŚlļŖ╗Ī║Ė╚▌ęūšŲ╬šĪŻ
░ļūįäėČ■č§╗»╠╝ÜŌ¾w▒Żūo║ĖĄ─▓┘ū„╣ż╦ćæ¬ūóęŌęįŽ┬å¢Ņ}Ż║
1Īóė╔ė┌ŲĮ═Ō╠žąįļŖį┤Ą─┐š▌dļŖē║Ą═Ż¼ėų╩Ū╣Ō║ĖĮzŻ¼╦∙ęįį┌ę²╗ĪĢrŻ¼ļŖ╗ĪĘĆČ©╚╝¤²³c▓╗ęūĮ©┴óŻ¼║ĖĮzęū«a╔·’w×RĪŻėųę“╣ż╝■╩╝║Ė£žČ╚Ą═Ż¼į┌ę²╗Ī╠Äęū│÷¼F╚▒Ž▌ĪŻę╗░Ń▓╔ė├Č╠┬Ęę²╗ĪĘ©Ż╗ę²╗ĪŪ░ę¬░č║ĖĮzČ╦Ņ^╝¶╚źŻ¼ę“×ķ╚█╗»ą╬│╔Ą─Ū“ą╬Č╦Ņ^į┌ųžą┬ę²╗ĪĢrĢ■ę²Ų’w×RŻ╗ę²╗ĪĢrę¬▀x║├╬╗ų├Ż¼▓╔ė├Ą╣═╦ę²╗ĪĘ©ĪŻ
2Īó╩š╗Ī▀^┐ņŻ¼ęūį┌╚█┐ė╠Ä«a╔·┴č╝y║═ÜŌ┐ūŻ¼╩š╗ĪĄ─▓┘ū„ę¬▒╚║ĖŚlļŖ╗Ī║Ėć└Ė±ĪŻæ¬į┌╚█┐ė╠Ä╔įū„═Ż┴¶Ż¼╚╗║¾┬²┬²╠¦Ų║Ė░čŻ¼▓óį┌ĮėŅ^╠Ä╩╣╩ūīė║Ė┐p║±ųž»B20Ī½50mmĪŻ
3Īóī”ĮėŲĮ║Ė║═ÖM║ĖŻ¼æ¬╩╣║Ė░č╔įū„āAą▒Ż¼ė├ū¾Ž“║ĖĘ©Ż¼Ų┬┐┌┐┤Ą├ŪÕŻ¼▓╗ęū║ĖŲ½ĪŻį┌ĮŪ║ĖĢrū¾║ĖĘ©║═ėę║ĖĘ©Č╝┐╔ęį▓╔ė├ĪŻ
4Īó┴ó║Ė║═č÷║ĖĪŻ┴ó║Ėėąā╔ĘN║ĖĘ©Ż¼ę╗ĘN╩Ūė╔╔ŽŽ“Ž┬║ĖĮėŻ¼╦┘Č╚┐ņŻ¼▓┘ū„ĘĮ▒ŃŻ¼║Ė┐pŲĮš¹├└ė^Ż╗Ą½╚█╔Ņ▌^ąĪŻ¼ĮėŅ^ÅŖČ╚▌^▓ŅŻ¼▀mė├ė┌▓╗ū„ÅŖČ╚ę¬Ū¾Ą─║Ė┐pĪŻ┴Ēę╗ĘNŻ¼ė╔Ž┬Ž“╔Ž║ĖĮėŻ¼║Ė┐p╚█╔Ņ▌^┤¾Ż¼╝ėÅŖ├µĖ▀Ż¼Ą½═Ōą╬┤ų▓┌ĪŻč÷║Ėæ¬▓╔ė├╝Ü║ĖĮzĪóąĪļŖ┴„ĪóĄ═ļŖē║ĪóČ╠┬Ę ▀^Č╔Ż¼ęį▒Ż│ų║ĖĮė▀^│╠Ą─ĘĆČ©ąįŻ╗CO2 ÜŌ¾w┴„┴┐ę¬▒╚ŲĮĪó┴ó║ĖĢr╔į┤¾ę╗ą®Ż╗«ö╚█│ž£žČ╚╔Ž╔²Ż¼ĶF╦«ėąŽ┬╠╩┌ģä▌ĢrŻ¼║Ė░č┐╔ęįŪ░║¾ö[äėŻ¼ęį▒ŻūC║Ė┐p═Ōą╬ŲĮš¹ĪŻ
